Presse de précision à articulation, machine d'emboutissage de précision 40T

Description du produit
Cette presse se distingue également par sa grande résistance aux chocs et à l'usure. Les matériaux de guidage utilisés pour sa fabrication ont été spécialement sélectionnés pour supporter une utilisation intensive et garantir une stabilité à long terme. Ainsi, la précision de votre presse restera constante pendant une période prolongée, réduisant la fréquence des réparations et de la maintenance. Grâce à cette durabilité exceptionnelle, vous pouvez vous concentrer sur l'optimisation de votre production sans vous soucier de l'usure de votre machine.
Outre ses excellentes performances, la presse de précision haute vitesse Knuckle se distingue par son design élégant et ergonomique. Son panneau de commande intuitif facilite son utilisation et ses réglages, pour une expérience utilisateur optimale. La presse est également équipée de dispositifs de sécurité avancés, notamment un bouton d'arrêt d'urgence et un capot de protection, afin de garantir la sécurité de l'opérateur et de prévenir les accidents.
Principaux paramètres techniques :
| Modèle | MARX-40T | ||||
| Capacité | KN | 400 | |||
| Longueur du trait | MM | 16 | 20 | 25 | 30 |
| SPM maximum | SPM | 1000 | 900 | 850 | 800 |
| SPM minimum | SPM | 180 | 180 | 180 | 180 |
| Hauteur de la matrice | MM | 190-240 | |||
| Réglage de la hauteur de la matrice | MM | 50 | |||
| Zone de curseur | MM | 750x340 | |||
| Renforcer la zone | MM | 750x500 | |||
| Ouverture du lit | MM | 560x120 | |||
| Renforcer l'ouverture | MM | 500x100 | |||
| Moteur principal | KW | 15x4P | |||
| Précision | Niveau JIS/JIS spécial | ||||
| Poids de la matrice supérieure | KG | MAX 105/105 | |||
| Poids total | TONNE | 8 | |||
Caractéristiques principales :
1. La presse à articulation optimise les caractéristiques de son mécanisme. Elle présente une rigidité élevée, une grande précision et un bon équilibre thermique.
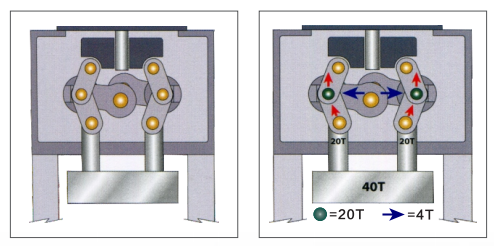
2. Doté d'un contrepoids complet, il réduit le déplacement de la hauteur de la matrice dû au changement de vitesse d'estampage et réduit le déplacement du point mort inférieur du premier estampage et du deuxième estampage.
3. Un mécanisme d'équilibrage a été adopté pour équilibrer la force de chaque côté. Sa structure est un guidage à huit axes par roulement à aiguilles, améliorant ainsi la capacité de charge excentrée du curseur.
4. Nouveau frein d'embrayage sans jeu, à longue durée de vie et à faible niveau sonore, pour un travail de presse plus silencieux. La taille du plateau est de 1100 mm (60 tonnes) et 1500 mm (80 tonnes), ce qui est la plus large pour leur tonnage dans toute notre gamme de produits.
5. Grâce à la fonction de réglage de la hauteur de la matrice par servomoteur et à la fonction de mémorisation de la hauteur de la matrice, le temps de changement de moule est réduit et l'efficacité de la production est améliorée.

Effet de tamponnage parfait :
La conception à bascule symétrique horizontalement assure un déplacement fluide du curseur près du point mort bas et permet d'obtenir un résultat d'emboutissage parfait, répondant ainsi aux exigences d'emboutissage des cadres de connexion et autres produits. De plus, le mode de déplacement du curseur réduit l'impact sur le moule lors de l'emboutissage à grande vitesse et prolonge sa durée de vie.vie.
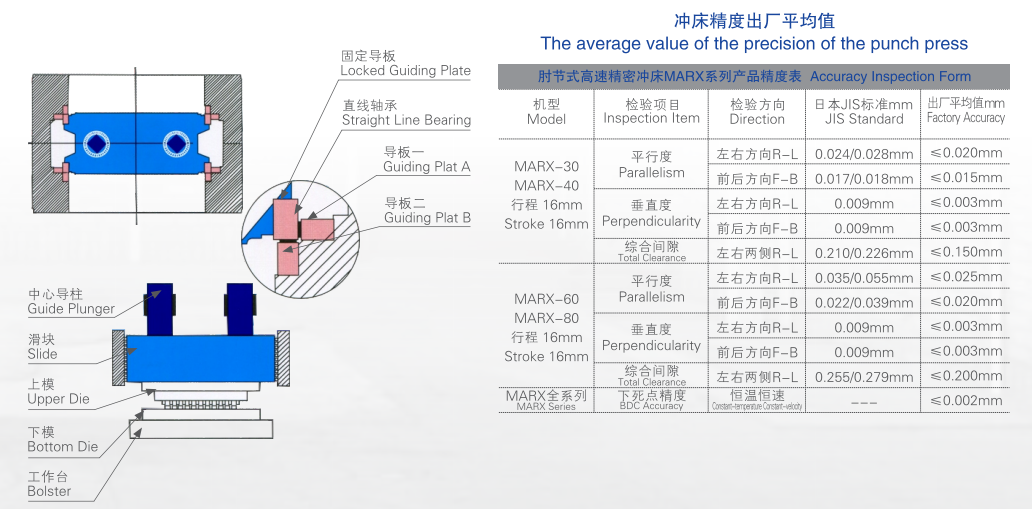
MRAX Superfine Precision – Bonne rigidité et haute précision :
Le coulisseau est guidé par un système de double piston et un rouleau plat octaédrique, sans jeu notable. Il présente une bonne rigidité, une résistance élevée aux charges inclinées et une grande précision de poinçonnage. Ses propriétés de résistance aux chocs et à l'usure sont élevées.
Presse de précision à grande vitesse de type articulation
Les matériaux de guidage garantissent la stabilité à long terme de la précision de la presse et prolongent les intervalles de réparation du moule.
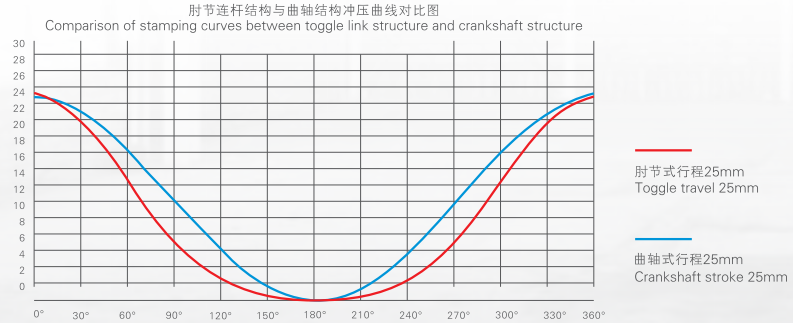
Diagramme de structure
Produits de presse
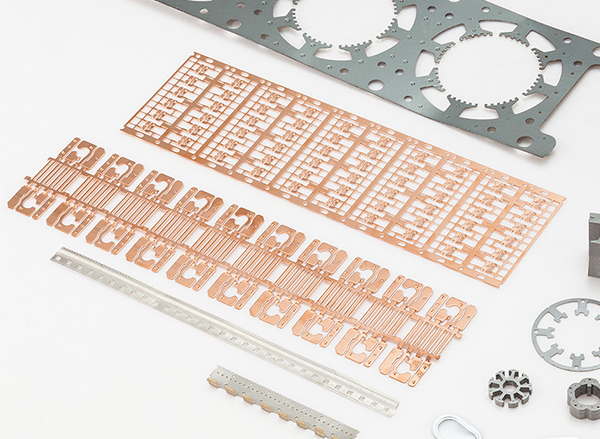
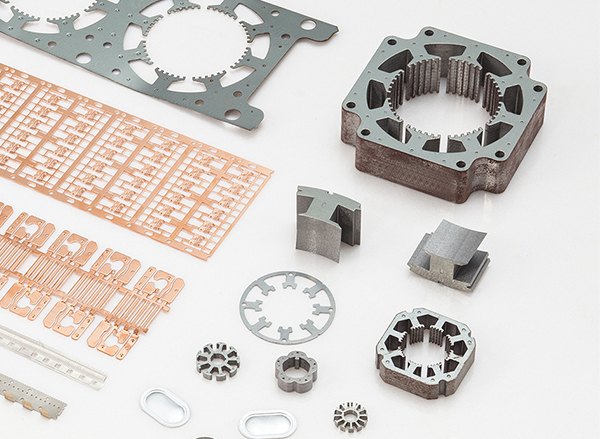
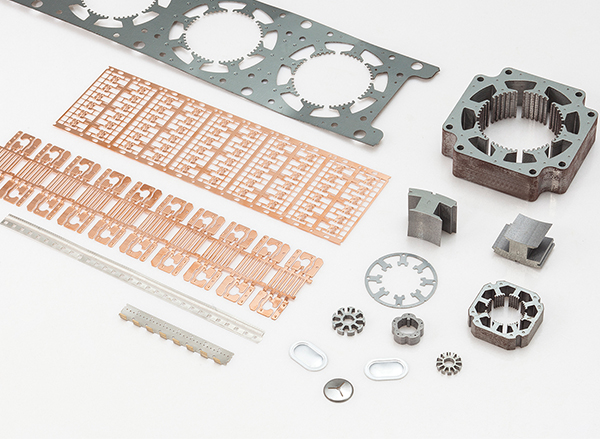
Cadre conducteur
La puce à l'intérieur du boîtier est généralement collée au cadre de connexion, puis des fils de connexion relient les pastilles de la puce aux broches. Lors de la dernière étape de fabrication, le cadre de connexion est moulé dans un boîtier en plastique, puis la partie extérieure du cadre est découpée, séparant ainsi toutes les broches.
Les grilles de connexion sont fabriquées par enlèvement de matière sur une plaque plane de cuivre ou d'alliage de cuivre. Deux procédés sont utilisés : la gravure (adaptée aux fortes densités de conducteurs) et l'emboutissage (adapté aux faibles densités de conducteurs). L'emboutissage (poinçonnage ou pressage) est actuellement la méthode la plus efficace, précise et moderne pour la fabrication des grilles de connexion.
La principale cause des accidents agricoles causés par la presse à emboutir à grande vitesse de 60 tonnes est l'absence d'équipements et de dispositifs de protection adéquats, ainsi que le manque de mesures de protection efficaces pour les opérations dangereuses. La cause technique de ces accidents est le déséquilibre entre les actions de l'opérateur et le fonctionnement de la machine.
Catégories de produits
-

Presse de précision à portique, estampage de précision...
-
Emboutissage de production à grande vitesse 80T
-

Presse de précision haute vitesse 360T | Precision Met...
-

Presse de précision à articulation Connecteur de précision...
-

Presse mécanique de précision 125T
-

Presse de précision à grande vitesse de 400 tonnes